1.Матэрыял
Асноўны матэрыял: EPS + пенаўтваральнік + антыпірэн (па патрабаванні заказчыка)
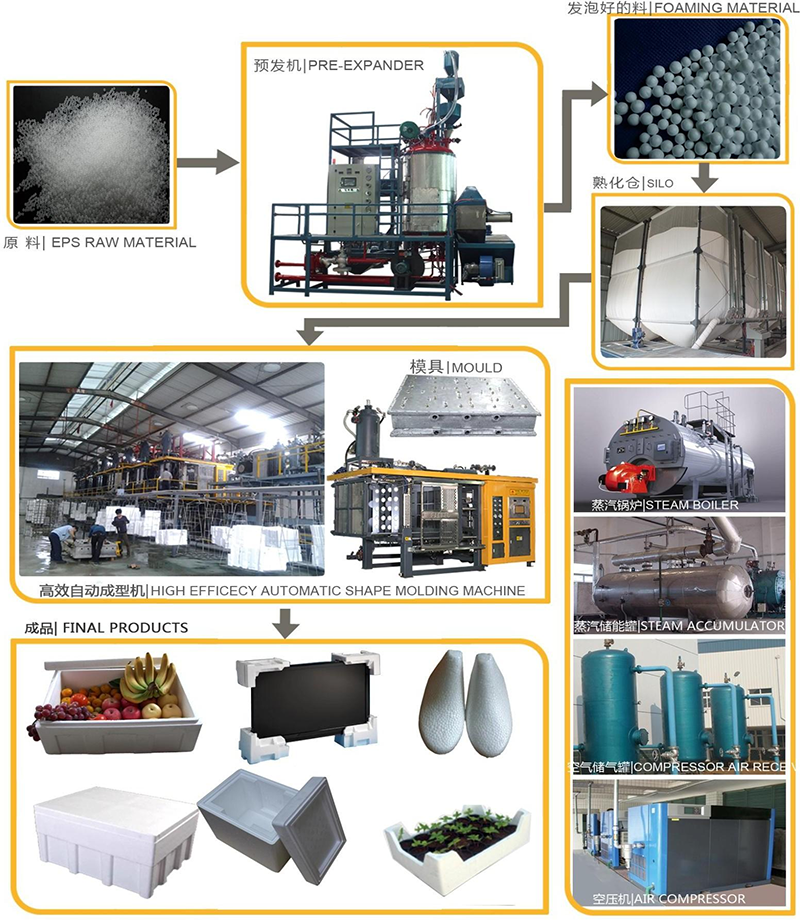
2.Працэс Увядзенне
A. Заліванне і ўспеньванне: пакладзеце сыравіну шарыкаў, якія змяшчаюць пенаўтваральнік (пентан), у бункер і аўтаматычна падайце ў аўтаматычную партыйную машыну для папярэдняга ўспеньвання. Падчас гэтага працэсу часціцы палімера, якія змяшчаюць пенаўтваральнік, размякчаюцца пры награванні парай, тэмпература ўспеньвання складае каля 100°C, і пенаўтваральнік выпарваецца. У выніку адбываецца пашырэнне кожнай шарыкі з утварэннем шматлікіх клетак. І ўтвараюць раз'яднаныя вочкі, у гэтым працэсе шарыкі павінны заставацца ў дысперсным і сыпкім стане.
B. Сушка: шарыкі сушаць праз пенапласт з псевдоожиженным сушыльным пластом, а тэмпература падтрымліваецца каля 50 °C.
C. Адверджанне: высушаная сыравіна ўводзіцца ў бункер для отвержденія з дапамогай вентылятара з індукцыйнай цягай, а адверджанне з саманаграваннем складае каля 6 гадзін. Час зацвярдзення правільна рэгулюецца ў залежнасці ад знешняй тэмпературы. Адскокваючы, паветра пранікае ўнутр клеткі праз клеткавую мембрану, так што ціск у клетцы ўраўнаважваецца са знешнім ціскам. Гэта зробіць папярэдне запушаныя пацеркі эластычнымі.
D. Ліццё пад ціскам: папярэдне отвержденные шарыкі награваюцца парай, і пасля нагрэву яны пашыраюцца для стварэння ціску. У гэты час палімер зноў размягчаецца і пашыраецца, і запаўняе шчыліну паміж шарыкамі, утвараючы цэлы блок з успененага пластыка.
E. Астуджэнне і выманне з формы: фарміруецца з дапамогай вакууму або вентылятара
астуджэнне, і пасля фармавання, сіла ўдару сціснутага паветра выкарыстоўваецца, каб зрабіць прадукт лепш выняць з формы. Пасля выкіду вага пласціны адлюстроўваецца, і пласціну можна транспартаваць вілачным пагрузчыкам на склад отвержденія або непасрэдна адправіць на склад отвержденія з дапамогай канвеера для отвержденія.
F.Старэнне: пасля тыднёвага часу зацвярдзення часціцы ўнутры вялікай пласціны, як правіла, застаюцца стабільнымі і могуць быць разрэзаны ў адпаведнасці з патрабаваннямі заказчыка, і памер зацвярдзелай пласціны не зменіцца.
Г.Кут
Кампутар аўтаматычна рэгулюе дрот, высокая дакладнасць рэзкі
Вібрацыйная рэзка бензольнай дошкі з высокай эфектыўнасцю рэзкі
Высокая ступень аўтаматызацыі і высокая эфектыўнасць вытворчасці
Час публікацыі: 29 снежня 2023 г